

Here’s
an observation that we hope you will find interesting.
The use
of an image of a mechanical stopwatch is no accident. Back in the day, we didn't have timers in our pocket and we had
no means of accurately estimating the cycle time. We had to go and time things manually so
that the job could be accurately booked.
The question of cycle time
calculation accuracy is important.
In any CAM system there are, as you might expect, many
settings that can be used to influence the cycle time. In SmartCAM there is even a
‘fudge factor’ that can be automatically applied to the result, because often the estimated
time will prove to consistently be ‘n%’ out.
But
these things cannot really be guaranteed to be accurate. There are just too many intangibles, too many
synthetics.
But ..
Here is were SmartCAM can help!
There
is some neat stuff in SmartCAM that can be used to help deliver an accurate
cycle time calculation.
It’s
like most things: if that cycle time is critically important to you then it’s
worth spending some time in trying to get it as accurate as is possible. If
you’re not bothered about the output cycle time, then why bother wasting time
on setting it up.
Let’s have a brief look at what is available in SmartCAM.
The
Code Generator Machine Define tool has settings
for machine tool linear and rotary rapid traverse rates, tool index times, that
adjustment factor mentioned above, and more.
These
settings are used to create a cycle time when graphically verifying toolpath and also when
generating code by running the post processor code generator.
A good application-use example of
them is a when experimenting with one toolpath / production method over
another, the difference in the resulting cycle times can be helpful.
Cycle times can be output according to needs; as a message block in the code file or in a setup document, to mention but two examples.
Cycle times can be output according to needs; as a message block in the code file or in a setup document, to mention but two examples.
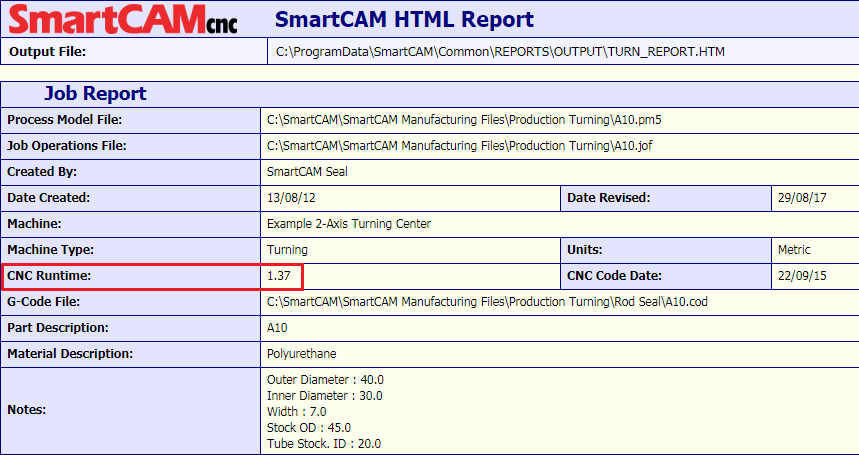 |
| SmartCAM Customizable Job report |
Fine Tuning
Now, if you were tasked with creating accurate cycle time calculations from SmartCAM and the system-generated time didn’t cut it, then you could do more...
Now, if you were tasked with creating accurate cycle time calculations from SmartCAM and the system-generated time didn’t cut it, then you could do more...
The
Code Generator toolkit also uses a template ( *.cgt) file which controls how and when addresses are output and so much more.
CGT
files have sections; the code generator and code generator writer ‘knows’ when
code for key events such as start, end, line, arc, rapid, tool change ( and other events, too
many more to mention here ) is being generated.
Here’s
about the most basic example, a linear move section:
// Linear feed move.
@LINE
< #MOV><
#DCOMP>< X#XPOS>< Y#YPOS>< Z#ZPOS>< F#FEED>
@
CGTs
can also contain logic programming. It is very feasible and actually quite
simple for a Code Generator creator to add logic to their CGT file that manages
cycle time output (and most stuff, for that matter) to high levels of
accuracy; adhering to standards that are uniquely theirs or those of the
company.
The CG
(Code Generator) has a variable for the
length of the linear move (meaning that you don’t even have to include logic to
work that out using previous and next positions), and it can get to the
feedrate being used for the move. Counting the incremental time for a linear
move is very simple. Something like:
// Linear feed move.
@LINE
< #MOV>< #DCOMP>< X#XPOS>< Y#YPOS><
Z#ZPOS>< F#FEED>
#EVAL ( #mycycletime = #mycycletime + #LNLEN / JOS( feedupm1 ) )
@
( we
are using CG commands there, but since this isn’t a training lesson, it isn’t
appropriate that we describe that stuff here. Suffice to say that the explanation
is pleasingly technical, simple and logical )
And we might want to output a message block containing
our cycle time at the end of the CNC code output:
@END
#SPOFF M09
< #MOV>< #DCOMP>
( My Estimated Cycle Time
is: #mycycletime minutes )
M30
@
We hope
this gives just a small insight into some of the possibilities.
In addition to managing cycle time at a ‘user level’, when it comes to CNC code requirements CGT logic can be used to output all manner of different things. We never cease to be amazed and impressed by the outputs from SmartCAM that our customers achieve using their preferred CAM system functions.
We like to say that the possibilities are only really ‘limited by the imagination’.
In addition to managing cycle time at a ‘user level’, when it comes to CNC code requirements CGT logic can be used to output all manner of different things. We never cease to be amazed and impressed by the outputs from SmartCAM that our customers achieve using their preferred CAM system functions.
We like to say that the possibilities are only really ‘limited by the imagination’.
And that is the end of our time for today.
You can reach us at:
You can reach us at:
+1 (541) 344-4563
No comments:
Post a Comment